


Precíziós bélyegző szerszámvágó betét
A Shenzhen Xincheng Precision Technology Co., Ltd. ultra-precíziós lassú huzalos szikraforgácsolásra, mikroméretű profilvágásra, volfrám-karbid precíziós megmunkálására és precíziós formaalkatrészek gyártására specializálódott. A vállalat nagy pontosságú lassú vezetékes szikraforgácsoló gépekkel – mint például a Sodick AP250L és Seibu MM35HP –, valamint Keyence IM sorozatú automatikus ellenőrző rendszerekkel van felszerelve. Ez lehetővé teszi számunkra, hogy nagy kihívást jelentő, ultra-precíziós mikromegmunkálási projekteket hajtsunk végre, és kiváló minőségű precíziós sajtolószerszám-betéteket biztosítsunk Önnek.
Kérdés küldése
termékleírás
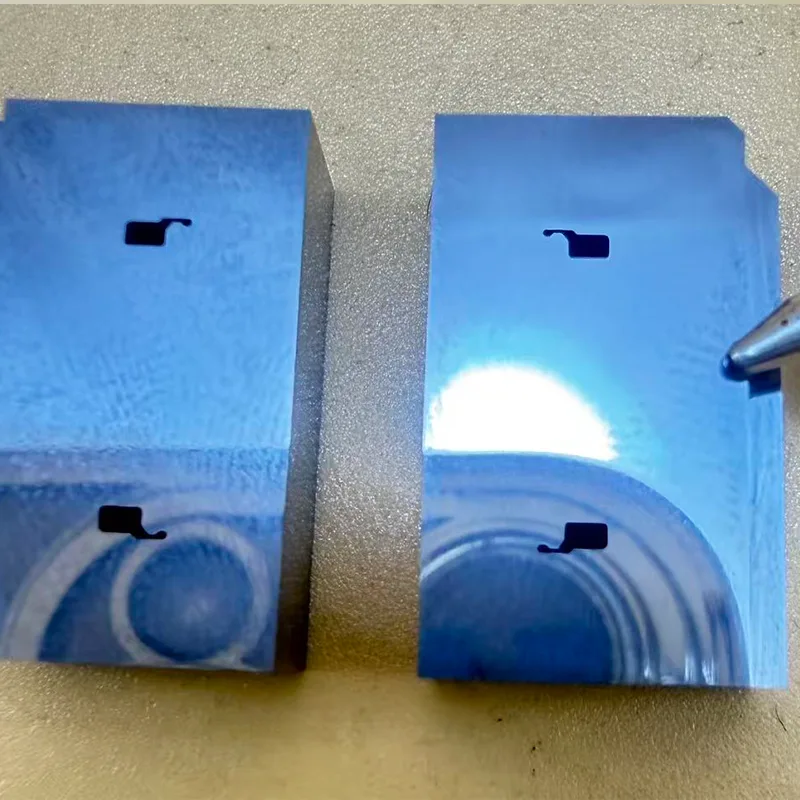
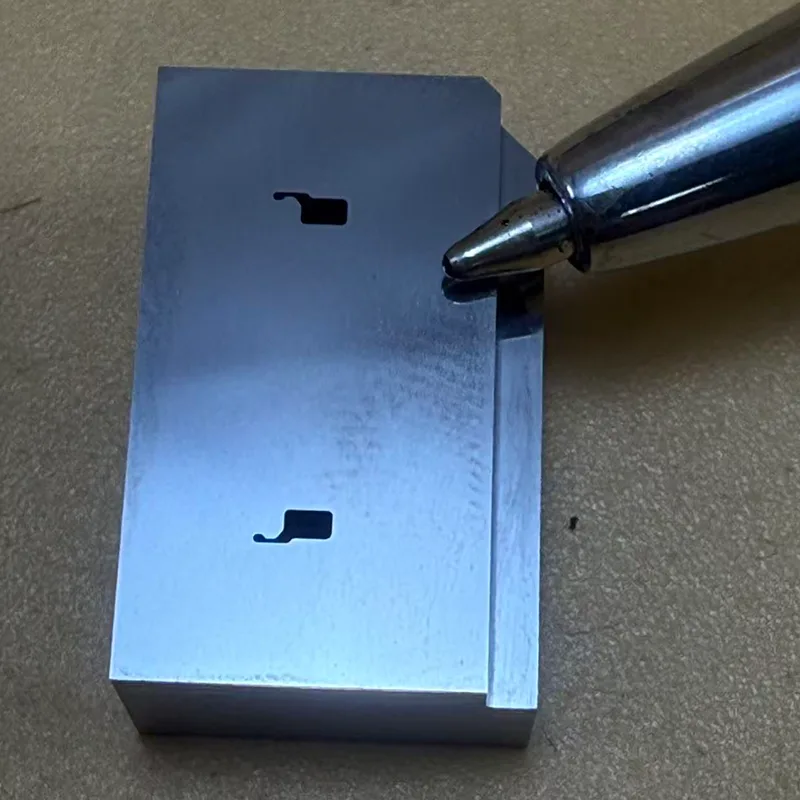
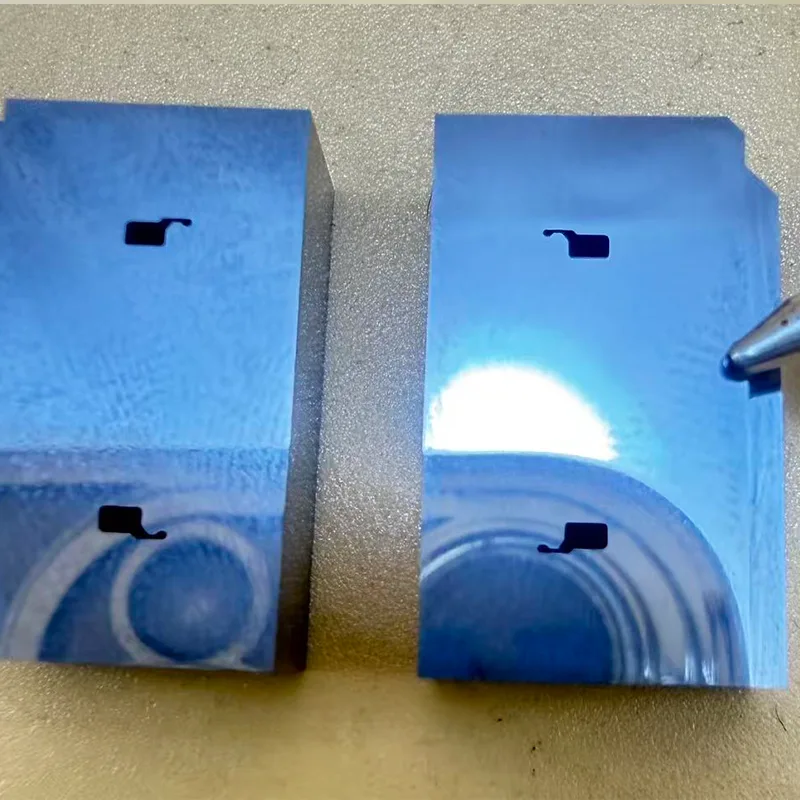
Ez az esettanulmány egy ultra-precíziós, lassú huzalozású szikraforgácsolási megmunkálási projektet részletez egy csúcsminőségű precíziós bélyegző vágóbetéthez. A betét KD20 cementált keményfémből (volfrám-karbid) készül, amelynek anyagkeménysége HRA 90–92; tipikus példája a nagy keménységű, nagy ridegségű ultraprecíziós formakomponensnek. A termék geometriája bonyolult mikroprofilokat, nulla kúpos egyenes vágóéleket és összetett, precíziós kúpos szerkezeteket tartalmaz. Ezeket a betéteket széles körben használják a csatlakozóformák, az IC- és félvezetőformák, az új energetikai alkalmazásokhoz szükséges precíziós hardverek és a csúcskategóriás elektronikus bélyegzőszerszámok területén.
Megmunkálási paraméterek
|
Tétel feldolgozása |
Paraméter Részletek |
|
Munkadarab neve |
Precíziós bélyegző szerszám vágóél betét |
|
Feldolgozó berendezések |
Sodick AP250L huzalos szikraforgácsoló gép |
|
Elektróda vezeték átmérője |
0,05 mm-es ultrafinom rézhuzal |
|
Feldolgozási technológia |
1 durva vágás + 8 befejező vágás |
|
Tesztelő berendezések |
Keyence IM-1220 automatikus képmérő műszer |
|
Munkadarab anyaga |
KD20 volfrám-karbid ötvözet |
|
Anyagkeménység |
HRA 90-92 (kb. HRC 69-72) |
|
Mérettűrési kapacitás |
±0,001 mm |
|
Külső megmunkálási módszer |
Kombinált tömör vágási és köszörülési folyamat |
|
Egyenes penge szerkezet |
2 mm-es magasság, 0°-os nulla kúpos egyenes penge |
|
Kúpos vágószerkezet |
0,5°-os teljes körben üres kúpos vágás az alsó szakaszon |
A megmunkálási folyamat alapvető követelményei
A külső profil feldolgozása kombinált vágási és köszörülési stratégiával történik, így biztosítva, hogy a nullapont méretei egyetlen műveletben pontosan meghatározhatók legyenek, ezáltal javítva az általános összeszerelési pontosságot és a nullapont konzisztenciáját.
A belső üreg +0,005 mm egyoldali megmunkálási ráhagyással rendelkezik. A többszörös kidolgozási lépések során fokozatosan közelítik meg a méreteket, hogy minimalizálják a hőhatásokat és a méreteltérést.
A 2 mm magas belső egyenes vágóél szigorúan ellenőrzött a 0°-os (nulla) kúpos tartása érdekében, így biztosítva a kiváló vágási felület minőségét és a legmodernebb konzisztenciát.
A vágóél alsó része egy teljes kerületű, 0,5°-os kúpos (dombornyomási szög) van, amely fokozza a selejtkidobás stabilitását a folyamatos sajtolási műveletek során.
Minden munkadarab teljes dimenziós vizsgálaton esik át Keyence IM-1220 teljesen automatikus képmérő rendszerrel, amely zárt hurkú vezérlőrendszert hoz létre a megmunkálás és az ellenőrzés között.
AP250L + 0,05 mm-es huzal + 1 durva vágás / 8 befejezett vágás folyamatvezérlés
A megmunkálás ultrafinom 0,05 mm-es rézhuzallal történik, ami rendkívül magas követelményeket támaszt a berendezés stabilitásával, elektromos kisülés-szabályozásával és a huzalfeszesség szabályozásával szemben.
A megmunkálási folyamat során a kisülési energia fokozatos csökkentésének stratégiáját alkalmazzák minden egyes simító menetnél. Ez egy nagyoló vágást, majd nyolc ultraalacsony energiaigényű simítást foglal magában, hogy fokozatosan enyhítsék a belső maradék feszültséget a KD20 volfrám-karbid anyagon belül. A többszörös simítómenet hatékonyan csökkenti az elektromos kisülés által érintett réteg vastagságát, javítja a vágóél szerkezeti integritását, és meghosszabbítja a fűrészlap kopásállóságát és élettartamát.
Az alacsony energiaigényű útkompenzációs szabályozást a mikroméretű területeken alkalmazzák, hogy minimalizálják az apró sarkok túlvágásának és a finom szerkezeti elemek hőkárosodásának kockázatát.
Hosszan tartó megmunkálási műveletek során prioritást élvez a huzalfeszesség stabilitásának és az elektromos kisülés egyenletességének megőrzése, hogy csökkentse a huzaltörés, a sarokrepedés és a méreteltolódás kockázatát.
Nyolc simítómenet után a vágóél sorjamentes, összeomlásmentes és erősen polírozott tükörszerű felületet ér el.
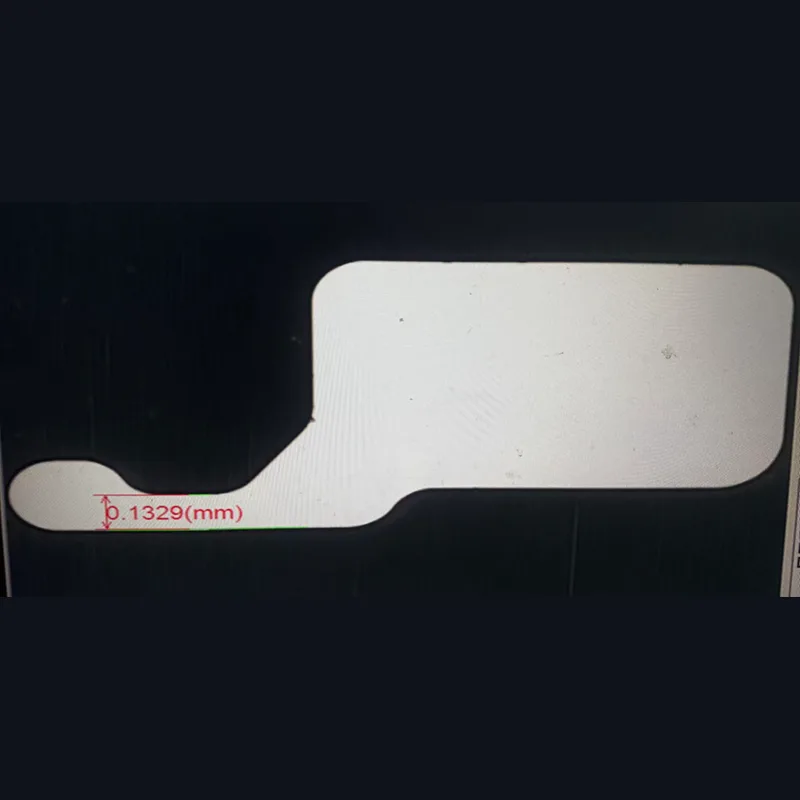
Kihívások a mikroszerkezetek megmunkálásában
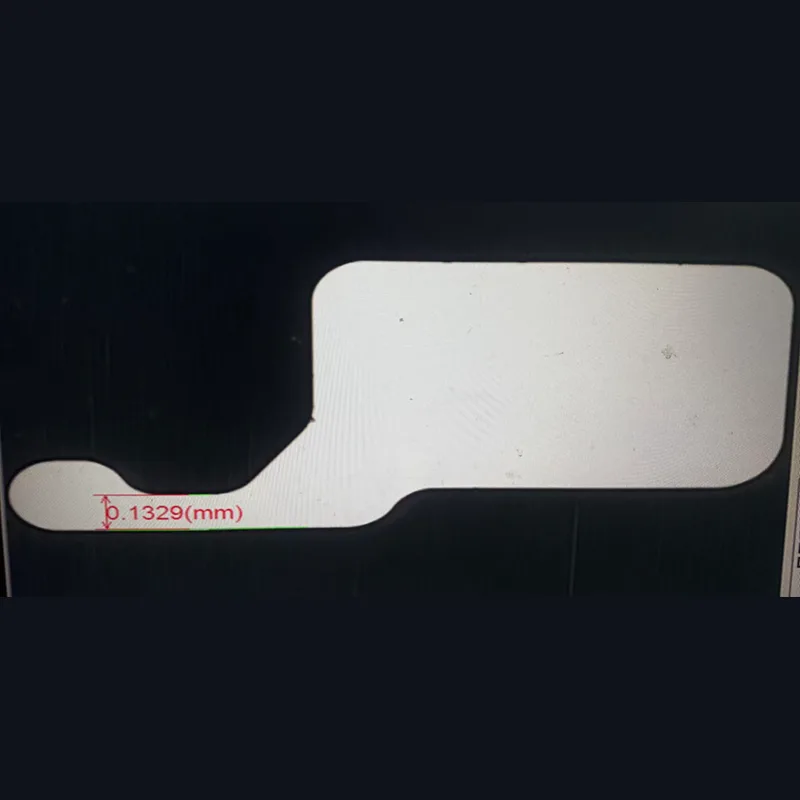
A Precision Stamping Die Cutting Betét az ultra-precíziós, mikroléptékű és összetett geometriájú szerkezet alapvető példája. A munkadarab rendkívül kicsi belső sarkokkal, mikrofinom vágóélekkel, ultrakeskeny hornyokkal és összetett kúpos vágási geometriákkal rendelkezik, a legfinomabb szerkezeti jellemzőkkel, amelyek mérete körülbelül 0,1329 mm. A KD20 volfrám-karbidból – amely anyag nagy keménységgel és eredendő ridegséggel – készült, a munkadarab rendkívül szigorú követelményeket támaszt a kisülési energia szabályozására, a termikus stabilitásra, az útkompenzációra és a szinkronizált kúpos vágásszabályozásra. Ez különösen kritikus, ha ultrafinom 0,05 mm-es rézhuzalt használnak, ahol a huzalfeszesség legkisebb ingadozása is veszélyeztetheti a vágóél integritását és az alkatrész méretstabilitását.
Ellenőrzött állandó hőmérsékletű megmunkálási környezet
Az ultraprecíziós, lassú előtolású huzalvágásos szikraforgácsolási folyamat során a műhely környezetét állandó hőmérsékleten tartják. A környezeti hőmérséklet-ingadozások szigorú ellenőrzésével hatékonyan minimalizálják a hőtágulási hibákat és a méretbeli eltolódást – amelyek jellemzően hosszan tartó megmunkálási műveletek során fordulnak elő. Ez egyenletes méretstabilitást biztosít a többszörös simítási menetek során, így ±0,001 mm tűréssel teljesíti az ultraprecíziós megmunkálási követelményeket.
Minőségellenőrzés és vizsgálat az IM-1220 segítségével
A Keyence IM-1220 teljesen automatizált képmérő rendszer mikron szintű automatizált szkennelési ellenőrzéseket végez, ezáltal hatékonyan kiküszöböli a kézi méréssel kapcsolatos esetleges hibákat.
A legfontosabb ellenőrzési paraméterek a következők: a belső és külső kontúrok méretei, az egyoldali megmunkálási ráhagyások, a 2 mm-es vágóél szakasz merőlegessége, a 0,5°-os kúpos szög és a vágóél felületi minősége.
Az ellenőrző rendszer ±0,001 mm-es tűréshatárok megbízható feloldására képes, és automatikusan digitalizált minőségellenőrzési jelentéseket készít.
Az ellenőrzési adatokból származó visszacsatolás felhasználásával a megmunkálási paraméterek és kompenzációs értékek tovább optimalizálhatók, így egy zárt hurkú vezérlőrendszer jön létre, amely zökkenőmentesen integrálja a megmunkálási és ellenőrzési folyamatokat.
Élvonalbeli minőségellenőrzés
Az ultraalacsony energiaigényű precíziós megmunkálás több fázisának köszönhetően a végső vágóél éles, sorjamentes, éles összeeséstől és égési nyomoktól mentes marad. Ezzel egyidejűleg ez a folyamat hatékonyan minimalizálja a kisülési textúra felhalmozódásának és a mikroszkopikus élrepedések kockázatát, ezáltal javítja a bélyegzett keresztmetszet minőségét és meghosszabbítja a Precision Stamping Die Cutting Betét folyamatos élettartamát.
Alkalmazható mezők
• Precíziós sajtoló szerszámok
• Csatlakozó formák
• IC félvezető formák
• Precíziós orvosi alkatrészek
• Precíziós elektronikus bélyegző szerszámok
• Precíziós hardver új energetikai alkalmazásokhoz
Hot Tags: Precíziós bélyegző szerszámvágó betét, Kína, Gyártó, Szállító, Gyár
Kapcsolódó kategória
Huzalos EDM alkatrészek
Fém sajtoló szerszám alkatrészek
Precíziós szerszámozási rögzítők
CNC mechanikai alkatrészek
CNC eszterga
Kérdés küldése
Kérdését az alábbi űrlapon adja meg. 24 órán belül válaszolunk.





